Improper fill rate and too narrowed gates in the plastic injection molding process result in defective parts both in terms of aesthetics and overall strength. Plastic molding manufacturing involves many procedural considerations. These are important in terms of plastic injection molding.
During the production phase there 4 basic processes that affect the overall quality of the plastic. But amongst them, two considerations are most important that may affect the final molded parts.
You May Also Read: Plastic Molding Manufacturing Tips for Medical Industry
These are Injection molding speed (Filling speed) and Molding gates. The first step in injection molding is the filling rate. The filling rate is the speed by which the molten risen enters the molds. If the speed of the filling rate is too fast or too slow it causes defects in final molded parts.
However, an optimal filling rate makes parts of high quality. Similarly, the size of the mold’s gates is of similar importance. Narrow gates make the filling part more complex. It causes surface blemishes. However, the size of the gate depends upon the resin and the size of the mold.
Injection Speed or Filling Rate:
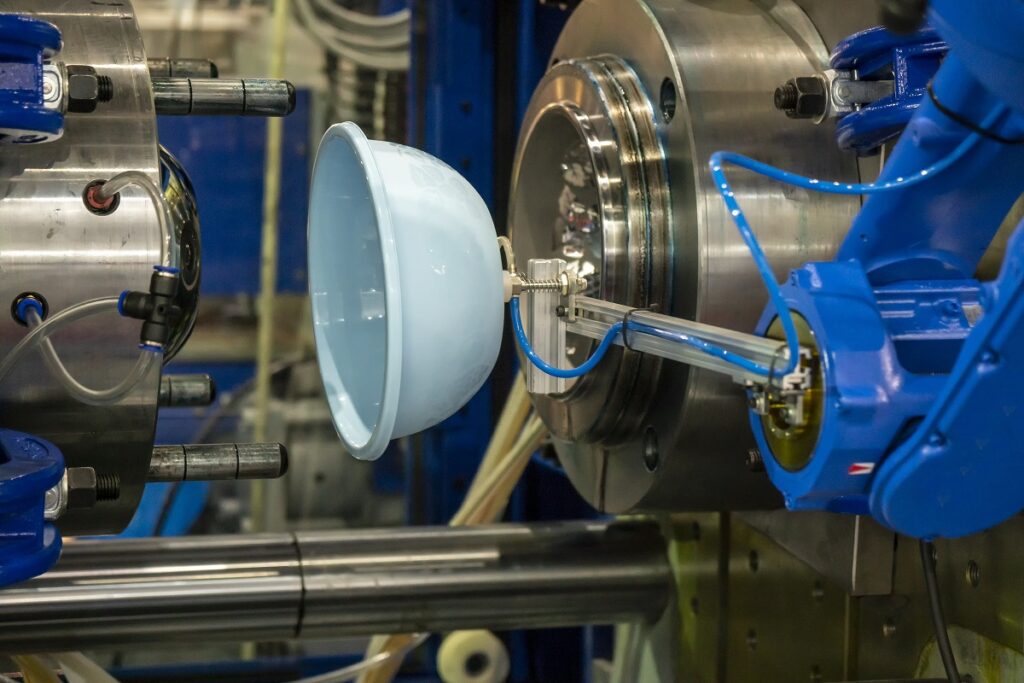
Almost all of the plastic molding manufacturing involves a filling rate process. The manufacturer monitors this process through automated control panels. Through this control panel, the manufacturer alters the filling rate of the injection process. This is because the filling rate is one of the major processes of injection molding. It affects the directional properties as well as the overall finish of the final molded parts. Hence, by controlling the filling rate, the manufacturer can enhance the quality and mitigate the defects as well. Furthermore, the manufacturer can also solve the molding defects as jetting and burn marks on the plastic surface. Not only this, the filling rate helps in reducing the chances of welding lines that appear on the finished products.
In plastic molding manufacturing, plastic flows in a mold. This happens in a linear motion. This causes the molecules of the resin to orient in a line-up. Resin molecules line up in the direction of flow. The process is called molecular orientation. This happens only when the filling rate is set at an optimum speed. This means that the rate must be fast enough to line up the molecule. If the molecular orientation remains orientated during the whole process, the final product will be stronger. However, in slow orientation, the product remains defective both in strength as well as aesthetics. Disorientation causes cracks that appear on the surface of the final products. These defects are hence also called crazing. The crazing shows up on the surface as a tiny crack line. These lines don’t appear on appearing instantly. Instead, they appear days, weeks, or even take months.
The two most prominent defects happen due to poor filling rate. These are burn marks and jetting.
Jetting also means the worm tracks. These lines thus appear on the plastic surface. Briefly, the jetting occurs when a poor flow rate allows the molten to risen to shoot faster in the molded cavity. On the contrary, a perfect flow rate allows the molten to risen to flow smoothly in the mold to form shaped plastic.
The fats injection speed causes the risen to fail to let the air bubble escape from the molten plastic. These trapped air bubbles thus ignite again automatically that appear on the surface. This happens due to the extremely fast filling rate.
If the gates of the molds are large, this allows the molten to risen to flow easily and uniformly in the mold. Therefore, it becomes easier for the manufacturer in plastic molding manufacturing to produce high-quality parts. Though by using a small gate the appearance and aesthetic of the molded plastic are good. However, this requires a lot of time for the risen to settle in. Furthermore, this also needs high pressure to force the risen to settle in the mold. High pressure consequently requires extra energy. This, therefore, becomes a costly process. Similarly, a small gate also causes the creation of mold warps on the surface. Nevertheless, large gates allow faster processing hence eliminating the chance of blemishes and black streaks on the surface of the molded plastic. A few factors will help in understanding the role of gates as Size, Number, and Location of Gates.
Size of the gate the time of measurement between two processes in plastic molding manufacturing. These are the filling rate rose and the running time of risen to settle in the mold during the process cycle. Time in the process is the key to make quality parts. This means the risen must reach all the areas in the mold before it starts getting harder. Small gates thus allow the risen to take more time and high pressure. This however makes the part to be stressful.
This problem is associated with the above issue. Location directly concerns the size of the molding gates. The ideal scenario, therefore, is the right placement of mold in the process. The must lie in the deepest cross-section. This hence allows the risen to flow easily in the mold. The easy and fast glow allows the molded part to be perfect with any sinking and air voids. Similarly, the placement of the gate must not create stress and distortion. This may happen due to poor running of the risen, which resultantly cause the part to be less aesthetic. Hence, the optimum placement and location of the gates stand as the bottleneck of the injection process.
For all the two above issues, this step helps in solving them to a greater extent. This is especially a recommendation for the processes that involve dealing with larger molded parts. Hence, this means for larger molded parts, one gate would not be sufficient. Therefore, this calls for the installation of multiple gates. This thus helps in reducing the gate sizes. It also helps in dealing with the small places of the large parts. The places act as the core sections of the aesthetics.
For a trimmed and aesthetic plastic parts, these three molding gate designs are the best option to choose from. However, their location and finished product are different from each other.
Edge Gates: The edge gates are set up at the edge of the mold.
Hot Tip Gates: These are set up at the top of the molded parts.
Sub Gates: These gates are submarine gate that helps in reducing scars and hence reducing the cost.
You May Also Read: 5 Advantages of Outsourcing Your Plastic Injection Molding Service
This implies that two factors are pertinent for plastic injection manufacturing. The flow rate process must be optimum to make strengthened and aesthetic parts. The absence of which may cause blemishes and shrink marks. Whilst the gates; their size, number, and location also play an integral role in the injection molding process. Poor placement and illegitimate size cause the parts to become harder and warpage.

