The right tool in the shortest possible time: Injection molding of plastic products
Plastic products have become part of our daily life. It is impossible to imagine any production without them. To make a plastic part, the technology of diy plastic injection molding products is most often common.
This technique allows you to produce serial products, as well as create individual copies. Furthermore, using special equipment, you can create miniature parts weighing 10-20 grams, as well as heavy workpieces.
Diy plastic injection molding Positive Factors
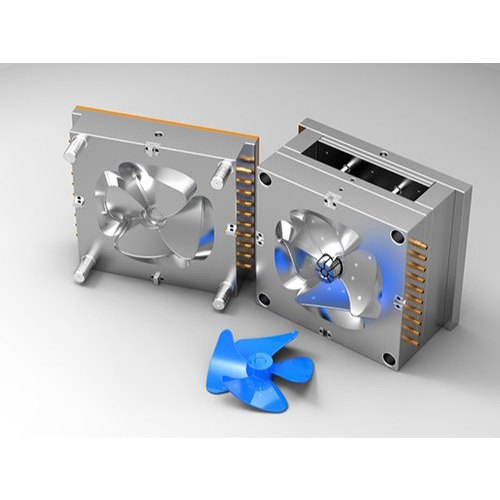
The technological process of creating products by injection molding of plastics consists of several basic operations. First, the molten material come into a mold installed on a special machine (injection molding machine), kept in it for a certain time, then it cools.
This casting is a cyclical method that affects productivity. This method is inferior to a continuous diy plastic injection molding process. The advantages of this technology include:
- Any brand of plastic is recycled;
- Manufactured products are always of the highest quality;
- The ability to manufacture products of any, even very complex shape;
- Creation of thin-walled parts;
- No additional processing is needed;
- Fully automated process
Disadvantages of injection molding technology
The main disadvantage of this technique is good to consider:
- High cost of equipment
- Complex service
- Adjustment of the injection molding machine should be good to perform only by highly qualified adjusters.
To manufacture a new product, it is necessary to design a special mold, analyze future costs, and configure equipment according to individual parameters.
Diy plastic injection molding Production technology
To get a quality part, you must strictly follow the technological requirements:
- The plasticizing temperature is always 10 degrees higher than the plastic flow rate. If it exceeds 20 degrees, the viscosity of the polymer decreases, and the productivity begins to increase. However, this leads to a strong release of harmful substances, accelerated aging of the plastic.
- The temperature of the material must be higher than the temperature of the mold. Moreover, it must be well heated so that uniform filling occurs.
- The diy plastic injection moldingcycle time depends on several parameters. Thermal conductivity of plastic does not affect the performance of a given technological process, the characteristics of the heating cylinder. Similarly, the duration of the process depends on the dimensions of the mold, as well as the temperature of the melt.
Depending on the used closing mechanism, certain technological parameters must be observed:
- closing forces;
- generated pressure;
- Total low tide area;
Then the possibility of manufacturing the desired product on the existing equipment (injection molding machine) is must. Waste generated after casting is subject to recycling. They can be good to use to create other details.
It would seem that injection molding is simple: melt the plastic, pour it into a mold, let it cool and pull out the casting. But plastic molding is constantly improving.
The world's largest injection molding machine
The world's largest injection molding machine designed in 2013 and built by Infiltrator Systems in Winchester, USA. The most powerful injection molding machine produces products for septic tanks. Similarly, the mold installed in the Infiltrator injection molding machine weighs 190,508 kilograms and forms a 110 kilogram polypropylene half of the tank.
Do you need diy plastic injection molding molds for reliable temperature control?
- Thermostat pump for sufficient flow rate of thermostatic fluid
- Moreover, Temperature difference between inlet and outlet not less than 4 ̊C
- Serviceability of the valve that limits the maximum pressure of the thermostatic fluid
- All listed conditions
When should the mold safety mode be activated?
- At the point of contact between the punch and the die
- Until the moment the punch touches the die
- Approximately 5 seconds before complete compression of the mold
- From the very beginning of the punch movement
Unrecyclable waste
- Products with mechanical damage, chips, cracks
- Incompletely molded products
- Furthermore, Products showing signs of overheating (thermal decomposition) over the entire surface
- Large or hollow sprues
The problem of the residual diy plastic injection molding melts bed?
- Ensure pressure transfer to the end of the material make-up
- Prevent backflow of the melt, flowing out of the mold
- In addition, Eliminate auger bouncing during injection
- Prevent the flow of melt from the nozzle after retraction of the injection unit
The task of the reactive pressure (backwater) of the material
- Displace the air drawn in together with the granulate towards the inlet
- Improve the mixing quality of the melt
- Moreover, dispense a constant amount of material
- All listed conditions
During the diy plastic injection molding casting process, an underfilling defect appeared on the manufactured product. Indicate how you will start to fix the problem?
- Add a dose of material. If the defect does not eliminate within two cycles, then add the injection speed
- Wait for 5 more cycles to complete. If the diy plastic injection moldingcasting process does not stabilize, then start adjusting the parameters
- Furthermore, pour raw materials out of the hopper to check that there is no caked lump in the feed zone, or that the secondary material is hanging. If there are no obstacles to loading raw materials, then we increase the temperature of the material cylinder
- Evaluate the change in injection time according to the readings of the monitor. If the injection time has increased, then immediately check the heating of the nozzle, the cleanliness of its bore
In the process of casting, the mold ceased to go out to the pressure. Your actions?
- Add the force of locking the mold and inspect the resulting product
- Similarly, Change the on / off positions of the mold protection mode, guided by the actual location of the punch
- Inspect the mold for the presence of a foreign object or breakage in it, and then decide to adjust the protection mode
- Moreover, Stop the injection molding machine, call the manager.
Auger revolutionized injection molding
The original diy plastic injection molding process remained unchanged until the end of World War II. But after the devastation, there was a massive demand for inexpensive plastic products.
Rotating, the auger heats the plastic. The pellets pushed forward and pressed against the barrel. These shifts create friction and heat the plastic 60-90% of the heat required to melt. The rest of the heat comes by the cylinder tape heaters.

